肇东无缝管20G融安管线管L415N
文章来源:sdwrjs
发布时间:2024-05-03 08:02:32
肇东无缝管20G融安管线管L415N
氧化烧损钢坯在室温状态就产生氧化,只是氧化速度较慢而已,随着加热温度的升高氧化速度加快,当钢坯加热到11—12℃时,在炉气的作用下进行强烈的氧化而生成氧化铁皮。氧化铁皮的产生,增加了加热烧损,造成成材率指标下降。减少氧化烧损的措施:合理加热制度并正确操作,控制好炉内气氛。脱碳钢坯在加热时,表面含碳量减少的现象称脱碳,易脱碳的钢一般是含碳量较高的 碳素结构钢和合金钢等。这些钢都有其特殊用途,脱碳后,由于钢的表面与内部含碳量不一致,降低了钢的强度和影响了使用性能。 性磁铁(PermanentMagnets) 性磁铁可所以天然产品,又称天然磁石,也能够由人工( 强的磁铁是钕铁硼磁铁)。非 性磁铁非 性磁铁加热到必定的温度会俄然失掉磁性,这是因为组成磁铁的许多“元磁体”之摆放从有序到无序所引起的;失掉磁性的磁铁放入到磁场中,当磁化强度抵达某一数值,它又被磁化,“元磁体”之摆放又从无序到有序。人工磁铁人工磁铁:分为蹄形磁铁和条形磁铁,是咱们日子中 常见的,其间蹄形磁铁比较受欢迎。
无缝钢管应用广泛。1. 一般用途无缝钢管由普通碳素结构钢、低合金结构钢或合金结构钢轧制而成,产量,主要用作输送流体的管道或结构件。2. 根据不同的用途有三种供货方式:a.按化学成分和机械性能供货。b.根据机械性能供货。c.根据水压试验。由a型和b型的钢管,如果用于承受液体压力,也要进行水压试验。3. 特殊用途无缝管的品种很多,如锅炉用无缝管、化学电力用无缝管、地质用无缝钢管、石油用无缝钢管等。无缝钢管具有中空截面,广泛用作输送流体的管道,如输送石油、天然气、 、水以及某些固体物料的管道。钢管与圆钢等实心钢相比,在相同的抗弯、抗扭强度下,重量较轻,是一种经济用钢。广泛用于结构件和机械零件,如石油钻杆、汽车传动轴、自行车车架,以及建筑用钢脚手架等。用钢管环形零件,可提高材料利用率,简化工序,节省材料和工时,已在钢管的中得到广泛应用。
这对新的调节阀的装配是合适的;需要修理的阀门,阀座环的磨损通常是不均匀的。修复同心度需要扩大阀座环的孔,这将进一步增加阀门的流通能力,以及改变它的流量特性。除了报废掉可重复使用的阀座环以外,解决问题的另一种方法是在阀座环的表面上一新的6o斜面,并把阀芯的65o斜面改变为59o,如图3所示。这样,使阀座密封改至阀座环斜面的顶部,均匀地重新表面,不至于影响阀门的流通能力或阀芯—阀座右铭环的接触特性。言随着科技与生产的发展,高强度钢、高温合金、钛合金等新材料的应用日益增多。这些材料虽然具有良好的使用性能,但大多性能差,对其进行切削和磨削相当困难。同时,由于用这些材料制成的零件大都在高温、高压、高速、重载和受腐蚀性介质侵蚀的恶劣条件下工作,零件的表面质量对其使用性能(疲劳强度、抗腐蚀性、耐磨性等)具有直接和重要的影响。因此在这些零件时,不仅要求保证其尺寸精度,而且要求保证其表面完整性。膜盒式疏水阀的反应特别灵敏,不怕冻,体积小,耐过热,任意位置都可。背压率大于8%,能排不凝结气体,膜盒坚固,使用寿命长,维修方便,使用范围很广。装置刚启动时,管道出现低温冷凝水,膜盒内的液体处于冷凝状态,阀门处于启位置。当冷凝水温度渐渐升高,膜盒内充液始蒸发,膜盒内压力上升,膜片带动阀芯向关闭方向,在冷凝水达到饱和温度之前,疏水阀始关闭。膜盒随蒸汽温度变化控制阀门关,起到阻汽排水作用。
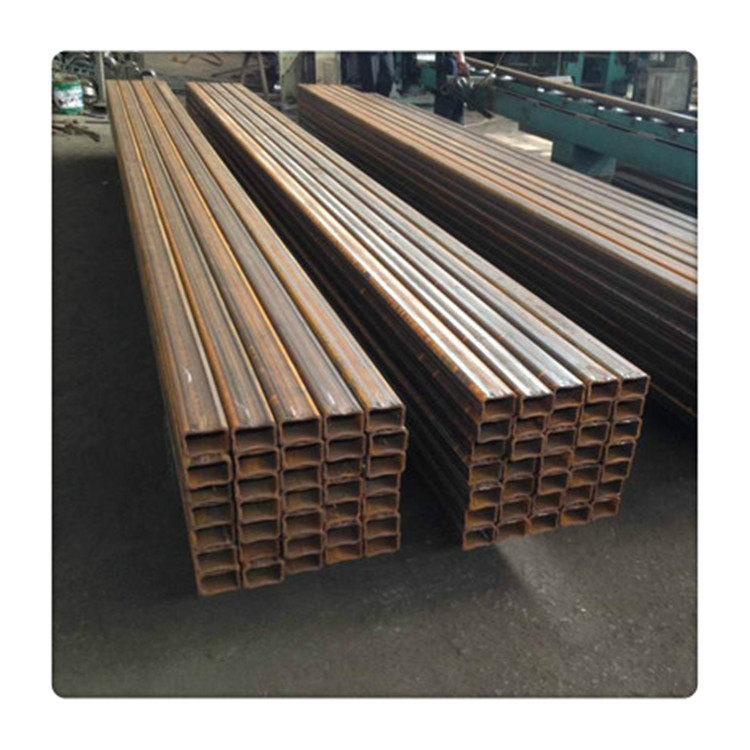
管、冷轧无缝钢管、冷拔无缝钢管、挤压无缝钢管,以及顶管。无缝钢管按截面形状分为圆形和异形两种,而异形管有方形、椭圆形、三角形、六角形、瓜形、星形和翅片管等各种复杂形状。直径为900毫米,直径为4毫米。根据用途的不同,有厚壁无缝钢管和薄壁无缝钢管。无缝钢管主要用作石油地质钻探管、石油化工用裂化管、锅炉管、轴承管,以及汽车、拖拉机、用高精度结构钢管。横截面周围无缝的钢管。根据不同的生产方法,分为热轧管、冷轧管、冷拔管、挤压管、顶管等,每一种都有各自的工艺规定。材料包括普通和 碳素结构钢(Q215-A~Q275-A及10~50号钢)、低合金钢(09MnV、16Mn等)、合金钢、不锈耐酸钢等。按用途分为两大类:一般用途(用于水、气管道及结构件、机械件)和特殊用途(用于锅炉、地质勘探、轴承、耐酸等)。
相关研究表明,若使用高强度高反应性焦炭可使热空区温度降低约200℃,还原剂比将降低约60kg/t,炼铁工序CO2减排超10%。高反应性焦炭是煤和铁矿石事先粉碎、混合、成型后,用连续式干馏炉加热,将其中的铁矿石还原成金属铁、煤结焦的复合球块料,以此大幅提高弱黏结煤和低品位铁矿石的使用比例。相比较而言,JFE发的碳铁复合炉料技术具有较大的优越性,可使用低级煤作原料,使用独立的竖炉生产,生产和产量可灵活控制,产品的反应性相对更高,强度比普通焦炭约高一倍,具有较好的应用前景。要求熄弧时应将弧坑填满,缩小熔池,避免产生缩孔,终点的结合处应焊过2~3毫米;送丝操作、焊丝的添加和焊的运行动作应配合好,焊口表面尚未达到熔化温度时,焊丝的末端不应处于电弧区的氩气保护层内。待熔池加热到一定的温度,处于流动状时,立即将焊丝送入熔池。熔池宜小些、送丝速度可快些,尤其是不加衬圈的焊口。在局部有间隙时,则送丝速度要更快些,连续推送,否则易造成烧穿;在焊和始焊接时,必须保证不烧焦或烧熔不锈钢垫环,否则X光检查通不过。
上一篇:孙吴聚氨酯保温板现货
下一篇:晋城档案存放柜公司