热点资讯
其他资讯
高都街道工业机械设备直连式PLF60-175零齿隙行星减速器
文章来源:ymcdkj
发布时间:2024-05-05 14:58:11
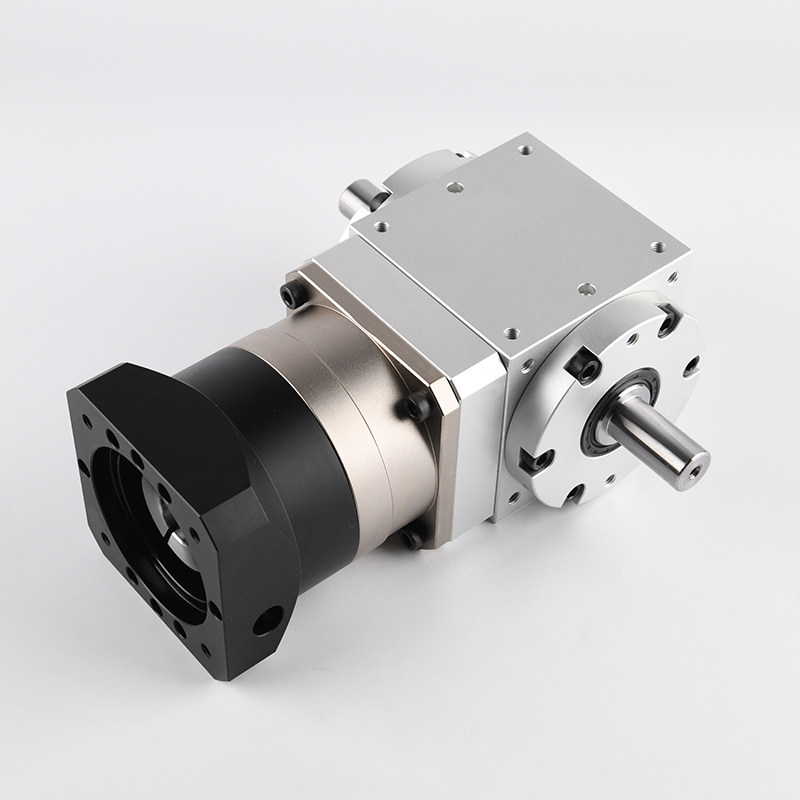
高都街道工业机械设备:直连式PLF60-175零齿隙行星减速器
从能量守恒定律的角度来讲,微波散发的电磁能量在烹饪过程中已经转化成了热能,微波不会储存在食品当中,也就不存在被人体吸收的问题。用微波炉烹饪食物时,如果能闻到食物的味道,则说明微波炉密封不严,会造成微波泄露,这是真的吗?要阻止微波泄露,主要不是靠密封,而是靠炉门结构上的抗流装置来实现的。从物理学上来说,微波炉所产生的微波频率为245MHz,波长约为12cm,而微波炉门上观察窗的金属孔洞直径不超过.3cm,门封配合缝隙不超过.5cm,所以从理论上说,微波不可能从微波炉腔体炉门穿出来。
高都街道工业机械设备:直连式PLF60-175零齿隙行星减速器
伺服行星减速机的输出转矩如何算
伺服电机按上减速机后,行星减速机输出的功率和伺服电机的功率 ,输出转矩怎么算呀, 减速机只是个传动装置!作用是降低速度的同时增加扭矩!比如安川电机400W,额定转速3000转,额定扭力是1.27Nm,减速机的减速比是1:10,那么整体输出扭矩就是12.7Nm!输出转速就是300转。也就是说降低几倍的速度,就增加几倍的扭力!我是伺服行星减速机的厂家,希望能帮到你!
高都街道工业机械设备:直连式PLF60-175零齿隙行星减速器
转矩脉动是机电伺服系统的困扰,它使的位置控制和高性能的速度控制很困难。在高速情况下,转子惯量可以过滤掉转矩波动。但在低速和直接驱动应用场合,转矩波动将严重影响系统性能,将使系统的精度和重复性恶化。而空间精密机电伺服系统绝大多数工作在低速场合,因此电机转矩脉动问题是影响系统性能的关键因素之一。 PMSM和BLDCM都存在转矩脉动问题。转矩脉动主要有以下几个原因造成:齿槽效应和磁通畸变、电流换相引起的转矩及机械引起的转矩。 ? 齿槽效应 在永磁电机的电枢电流为零的情况下,当转子旋转时,由于定子齿槽的存在,定子铁芯磁阻的变化产生了齿槽磁阻转矩,齿槽转矩是交变的, 与转子的位置有关,它是电动机本身空间和永磁场的函数。在电机上,将定子齿槽或永磁体斜一个齿距, 可以使齿槽转矩减小到额定转矩的1% -2%左右。或者采用定子无槽结构,可以消除齿槽效应,但这些方法都将降低电机的出力。PMSM和BDLC中的齿槽转矩脉动没有明显的差别。
减速机出厂后,一般规定有200小时左右的磨合期(超过时间必须换油),这是减速机械使用初期的技术特点而规定的。磨合期是保证减速机正常运转,降低故障率,延长其使用寿命的重要环节。但是目前部分用户由于缺乏对减速机使用常识或是因为许用扭距不够,或是想尽快获得收益、小机大用,而忽视新机磨合期的特殊技术要求。
有的用户甚至认为,反正厂家有保修期,机器坏了由厂家负责维修,于是减速机在磨合期内就长时间超负荷使用,导致减速机故障频繁发生,这不仅影响了减速机的正常使用,缩短了减速机的使用寿命。因此,对减速机磨合期的使用与保养应引起充分重视。
减速机磨合期的主要问题
1、磨损速度快
由于新减速机零部件、装配和调试等因素的影响,配合面接触面积较小,而许用的扭距较大。减速机在运行过程中,零件表面的凹凸部分相互嵌合摩擦,磨落下来的金属碎屑,又作为磨料,继续参与摩擦,更加速了零件配合表面的磨损。因此,磨合期内容易造成零部件(特别是配合表面)的磨损,磨损速度过快。这时,如果超负荷运转,则可能导致零部件的损坏,产生早期故障。
2、润滑
由于新装配的零部件的配合间隙较小,并且由于装配等原因,润滑油(脂)不易在摩擦表面形成均匀的油膜,以阻止磨损。从而降低润滑效能,造成机件的早期异常磨损。严重时会造成精密配合的摩擦表面划伤或咬合现象,导致故障的发生。
3、发生松动
新装配的零部件,存在着几何形状和配合尺寸的偏差,在使用初期,由于受到冲击、振动等交变负荷,以及受热、变形等因素的影响,加上磨损过快等原因,容易使原来紧固的零部件产生松动。
4、发生渗漏现象
由于零件的松动、振动和减速机受热的影响,减速机的密封面以及管接头等处,会出现渗漏现象;部分铸造等缺陷,在装配调试时难以发现,但由于作业过程中的振动、冲击作用,这种缺陷就被暴露出来,表现为漏(渗)油。因此,磨合期偶尔会出现渗漏现象。
5、操作失误多
高都街道工业机械设备:直连式PLF60-175零齿隙行星减速器
r> PF90-L1-3-4-5-7-10
后角角度磨的适合,锋尖对中,两刃对称,钻削时,钻头排屑轻快,无振动,孔径也不会扩大。两刃磨好后,对直径大一些的钻头还要注意磨一下钻头锋尖。钻头两刃磨好后,两刃锋尖处会有一个平面,影响钻头的中心,需要在刃后面倒一下角,把刃尖部的平面尽量磨小。方法是将钻头竖起,对准砂轮的角,在刃后面的根部,对着刃尖倒一个小槽。这也是钻头定中心和切削轻快的重要一点。注意在修磨刃尖倒角时,千万不能磨到主切削刃上,这样会使主切削刃的前角偏大,直接影响钻孔。